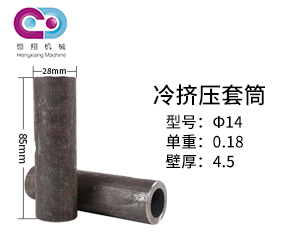
滾絲機滾絲出毛刺怎么辦?

1、如果牙頂很尖,而且毛刺出現在牙頂, 就是滾絲前的直徑太大造成的;
2、滾絲前的外徑表面粗糙度太差,也會引起毛刺;
3、幾個滾絲模的位置不一致;
4、滾絲模本身有毛刺或傷痕;
5、工件材質過軟;
6、進刀深度與主軸轉速不匹配等;
7、滾絲機冷卻液體必須使用水溶性乳化冷卻液,嚴禁使用油性冷卻液,更不可用普通潤滑油代替;
8、如果牙位調整不好、滾壓時間太長,滾壓時會產生細屑或鱗片。
滾絲機是一種多功能冷滾壓成形機床,滾絲機能在其滾壓力范圍內在冷態下對工件進行螺紋、直紋、斜紋滾壓;直齒、斜齒及斜花鍵齒輪的滾軋;校直、縮徑、滾光和各種成形滾壓。機器有安全可靠的電——液執行和控制系統,可使每一個工作循環在手動、半自動和自動三種方式中選擇。