灌漿套筒工藝檢測規范_灌漿套筒的驗收、檢驗
根據《裝標》中9.2. 17條文內容,灌漿套筒進廠檢驗應符合以下規定:
1)灌漿套簡進廠檢驗應符合現行行業標準《鋼筋套筒灌漿連接應用技術規》(JGJ355)的規定,主要有以下要點:
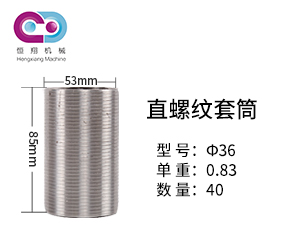
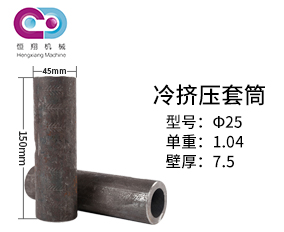
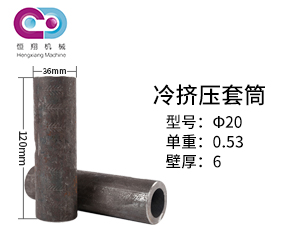
①灌漿套筒進廠時,應抽取灌漿套筒檢驗尺寸偏差,檢驗結果應符合現行行業標準《鋼筋連接用灌漿套簡》(JG/T398) 中規定。
②灌漿套筒進廠時,還應抽取灌漿套簡檢驗外觀質量、標識,檢驗結果應符合現行行業標準《鋼筋連接用灌漿套筒》(JG/T 398)中規定。
A. 鑄造灌漿套簡內外表面不應有影響使用性能的夾渣、冷隔、砂眼、縮孔、裂紋等質量缺陷。
B.機械加工灌漿套簡表面不應有裂紋或影響接頭性能的其他缺陷,端面和外表面的邊棱處應無尖棱、毛刺。
C.灌漿套筒外表面標識清晰。
D. 灌漿套筒表面不應有銹皮。
③灌漿套筒灌漿端最小內徑與連接鋼筋公稱直徑的差值不宜小于表4-2規定的數值,用于鋼筋錨固的深度不宜小于插人鋼筋公稱直徑的8倍。
④檢查數量:同批號、同類型、同規格的灌漿套筒,不超過1000個為一批,每批隨機抽取10個灌漿套筒。檢驗方法:觀察,尺量檢查。
2)灌漿套筒進廠時,應抽取灌漿套筒并采用與之匹配的灌漿料制作對中連接接頭試件,并進行抗拉強度檢驗,鋼筋套筒灌漿連接接頭的抗拉強度不應小于連接鋼筋抗拉強度標準值,且破壞時應斷于接頭外鋼筋。
檢查數量:同批號、同-類型、同一規格的灌漿套筒,不超過1000個為一批,每批隨機抽取3個灌漿套筒制作對中連接接頭試件。
檢驗方法:檢查質量證明文件和抽樣檢驗報告。
3)灌漿套筒進廠時要有有效的形式檢驗報告。
2、灌漿套筒的保管
1)生產家提供的進貨數量由倉庫保管員進行清點核實數量,計量單位為個。
2)套簡要存放在倉庫中,由倉庫保管員統保管,必免丟失。
3)注意防潮、防水。