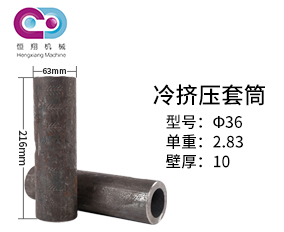
鋼筋直螺紋套筒連接接頭的歸類特性
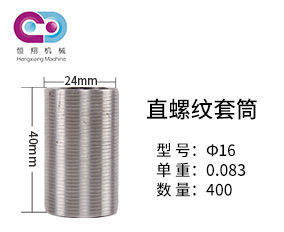
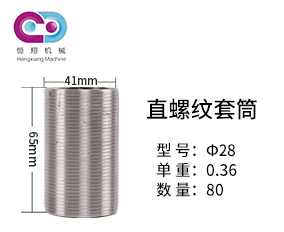
鋼筋套筒關鍵有鐓粗直螺紋連接接頭和噴焊直螺紋連接接頭。這二種加工工藝選用不一樣的生產加工方法,提高建筑鋼筋邊緣外螺紋的承載力,做到接頭與建筑鋼筋對接焊縫等強的目地。 標識:連接套筒規格 鋼筋套筒
鋼筋套筒關鍵有鐓粗直螺紋連接接頭和噴焊直螺紋連接接頭。這二種加工工藝選用不一樣的生產加工方法,提高建筑鋼筋邊緣外螺紋的承載力,做到接頭與建筑鋼筋對接焊縫等強的目地。
1. 鐓粗直螺紋連接接頭:根據建筑鋼筋邊緣鐓粗后制做的直外螺紋和連接件外螺紋牙齒咬合產生的接頭。其加工工藝是:
先將建筑鋼筋邊緣根據鐓粗機器設備鐓粗,再生產加工出外螺紋,其外螺紋小經不低于建筑鋼筋對接焊縫直經,使接頭與對接焊縫做到等強。海外鐓粗直螺紋連接接頭,其建筑鋼筋邊緣有熱鐓粗又有冷鐓粗。熱鐓粗關鍵是清除鐓粗全過程中造成的應力集中,但加溫設備資金投入花費高。在我國的鐓粗直螺紋連接接頭,其建筑鋼筋邊緣關鍵是冷鐓粗,對建筑鋼筋的延展性規定高,對延展性較低的建筑鋼筋,鐓粗品質較難操縱,易造成脆裂狀況。

鐓粗直螺紋連接接頭其優勢是抗壓強度高,當場工程施工更快,職工勞動效率低,建筑鋼筋直外螺紋絲頭所有提早預制構件,當場連接為裝配線工作。其存在的不足取決于鐓粗全過程極易出現鐓偏狀況,一旦鐓偏務必切除重鐓;鐓粗全過程中造成應力集中,建筑鋼筋鐓粗一部分延展性減少,易造成脆裂狀況,螺紋加工必須兩條工藝流程兩個機器設備進行。
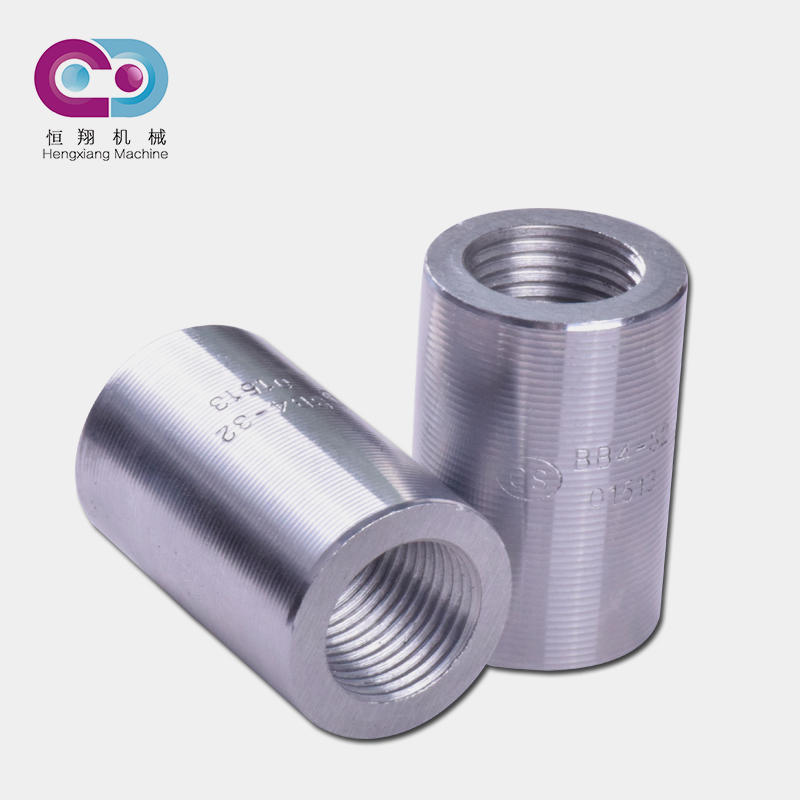
2. 噴焊直螺紋連接接頭:根據建筑鋼筋邊緣立即噴焊或擠(碾)壓肋噴焊或剝肋后噴焊制做的直外螺紋和連接件外螺紋牙齒咬合產生的接頭。
其基本概念是運用了金屬復合材料塑性形變后應變硬化提高金屬復合材料抗壓強度的特點,而僅在金屬材料表面產生塑變、應變硬化,金屬材料內部仍維持原金屬材料的特性,因此使建筑鋼筋接頭與對接焊縫做到等強。